



Инструменты для подъема стальных конструкций производятся компанией Liweiyuan, профессиональным производителем стальных конструкций в Китае. Мы используем изысканное мастерство и высококачественное сырье. You can buy our products with confidence as we sell directly from the factory.
1. Грузоподъемность подъемного инструмента
Исходя из массы элементов металлоконструкции (5-50 тонн), номинальную нагрузку грузоподъемного инструмента определяют не менее 60 тонн с коэффициентом запаса прочности ≥ 3,5. Используемый материал — низколегированная сталь Q355B с пределом текучести ≥ 345 МПа.
2. Структурная форма
Используется портальная рамная конструкция с двумя точками подъема и регулируемой длиной главной балки 11,5 м. В узлах подъема инструмента использован уголок из стали 80*80Q355B, в узлах добавлены ребра жесткости толщиной 16 мм.
3. Способ подключения
Подъемные проушины представляют собой пластинчатую конструкцию с двумя проушинами, диаметром отверстия 50 мм и толщиной 20 мм. Для балки применяется сварка с полным проплавлением (категория сварного шва 2) с высотой участка шва ≥ 12 мм.
1. Основные характеристики материала
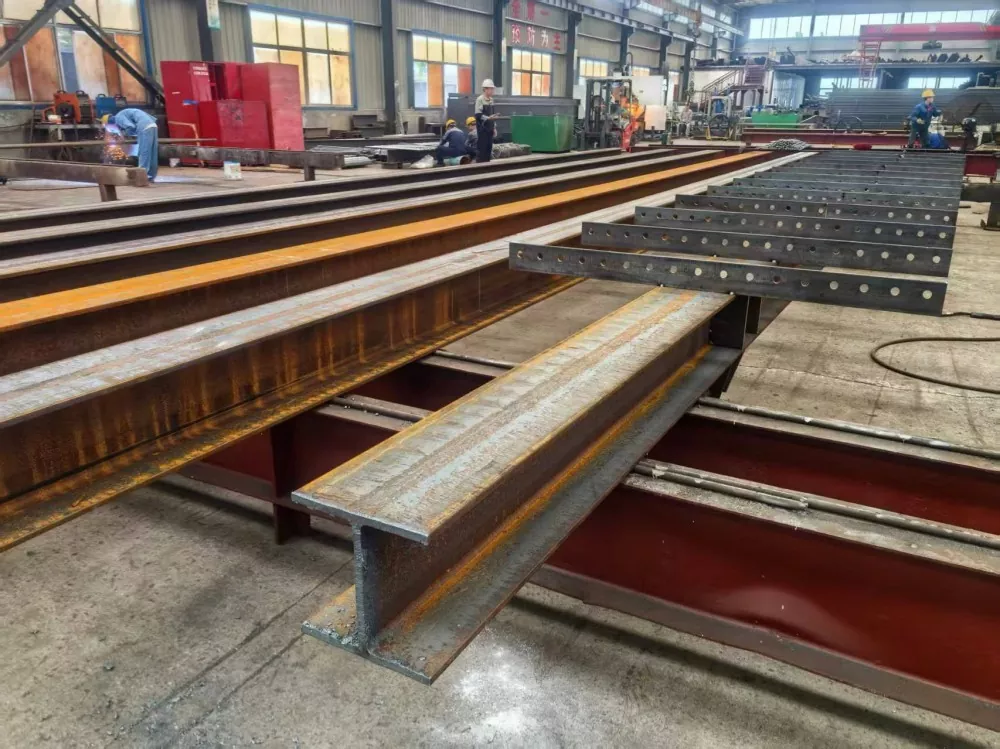
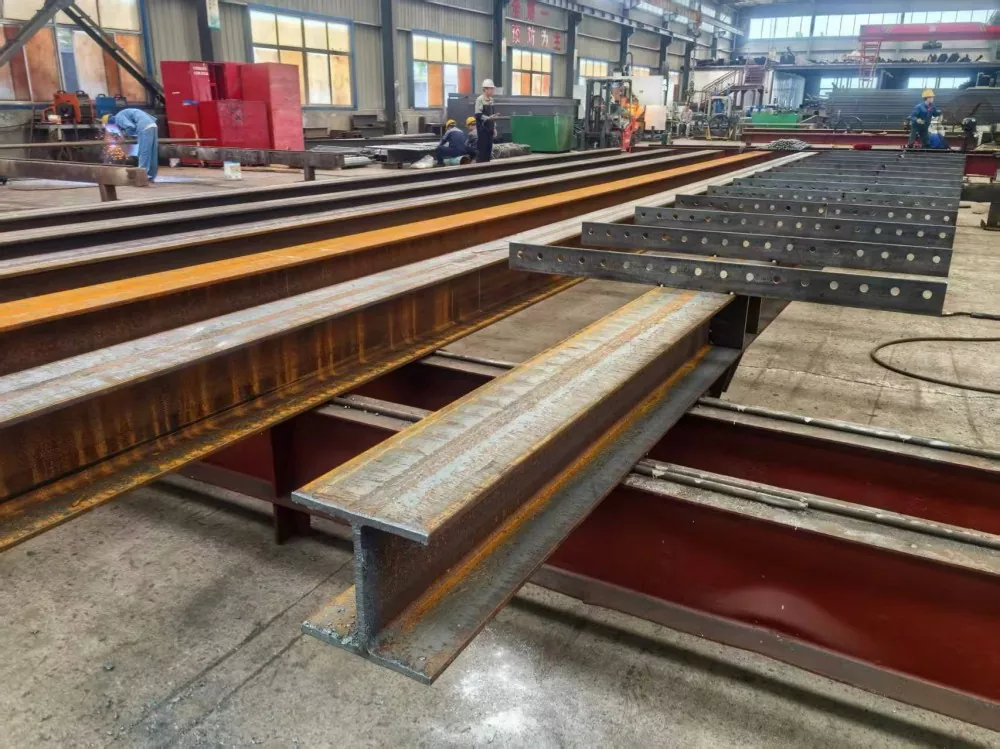
○ Перекладина: сталь H300×200×8×12.
○ Узел подвешивания инструмента: угловая сталь 80*80 Q355B.
○ Подъемная проушина: вырезана лазером из стальной пластины Q355B толщиной 20 мм.
2. Технология обработки
○ Резка: лазерная резка с ЧПУ, шероховатость поверхности реза Ra ≤ 25 мкм.
○ Сварка: сварка в среде защитного газа CO₂, сварочная проволока ER50-6, сохранение тепла после сварки при температуре 200°C для снятия напряжений.
○ Термическая обработка: подъемные проушины подвергаются закалке и отпуску (твердость HB 200-230).


1. Регулируемый механизм перекладины.
· Телескопическое соединение имеет вложенную конструкцию с диапазоном регулировки 500 мм. Он оснащен тремя наборами отверстий для установочных штифтов (диаметром 16 мм) и стальными установочными штифтами 45# (со штифтами, предотвращающими падение).
· Скользящие контактные поверхности смазываются смазкой MoS₂, зазор контролируется в пределах 0,5-1 мм.
2. Узел подъемной проушины
· Расстояние между пластинами с проушинами 80 мм, встроенный игольчатый роликоподшипник Φ55 мм (модель NA4911), гнездо подшипника и посадка с натягом (H7/R6).
· Штифт из 40CrNiMoA, диаметр 50 мм, хромированный (толщина 0,05 мм).
3. Нескользящие опорные ножки.
· Внизу установлена прямоугольная опорная пластина размером 200×200×20 мм, на поверхности которой фрезерованы противоскользящие зубья (глубина зубьев 2 мм, расстояние между зубьями 5 мм).
· Высоту опоры можно точно отрегулировать с помощью регулировочного болта М42 (диапазон регулировки ±50 мм).
1. Проверка сварных швов
Все основные сварные швы проходят 100%-ный контроль проникающей способности (PT), а Т-образные соединения проходят 20%-ный ультразвуковой контроль (UT), соответствующий уровню I.
Отклонение размеров ветвей углового шва ≤ ±1,5 мм, отклонение от прямолинейности ≤2 мм/м.
2. Размерные допуски
○ Отклонение луча по всей длине: ±3 мм.
○ Отклонение расстояния между точками подъема: ±2 мм.
○ Общая вертикальность: ≤1,5 мм/м.
3. Тестирование производительности
○ Испытание на номинальную нагрузку: статическая нагрузка в 1,25 раза превышает номинальную нагрузку в течение 1 часа, остаточная деформация ≤0,1%.
○ Испытание динамической нагрузкой: циклическая нагрузка, в 1,1 раза превышающая номинальную нагрузку, в течение 50 секунд. 0 раз (частота 0,5 Гц)

1. Установлено устройство защиты от перегрузки (модель XZ-100, точность ±2%), автоматически отключающее подъемную цепь, если перегрузка превышает 10%.
2. Установлена звуковая и световая сигнализация (рабочее напряжение 24В постоянного тока), подающая сигнал при снижении преднатяга болта на 15%.
3. Все открытые движущиеся части оснащены защитной сеткой (размер ячейки ≤ 20 мм), сплетенной из холоднотянутой стальной проволоки диаметром 4 мм.
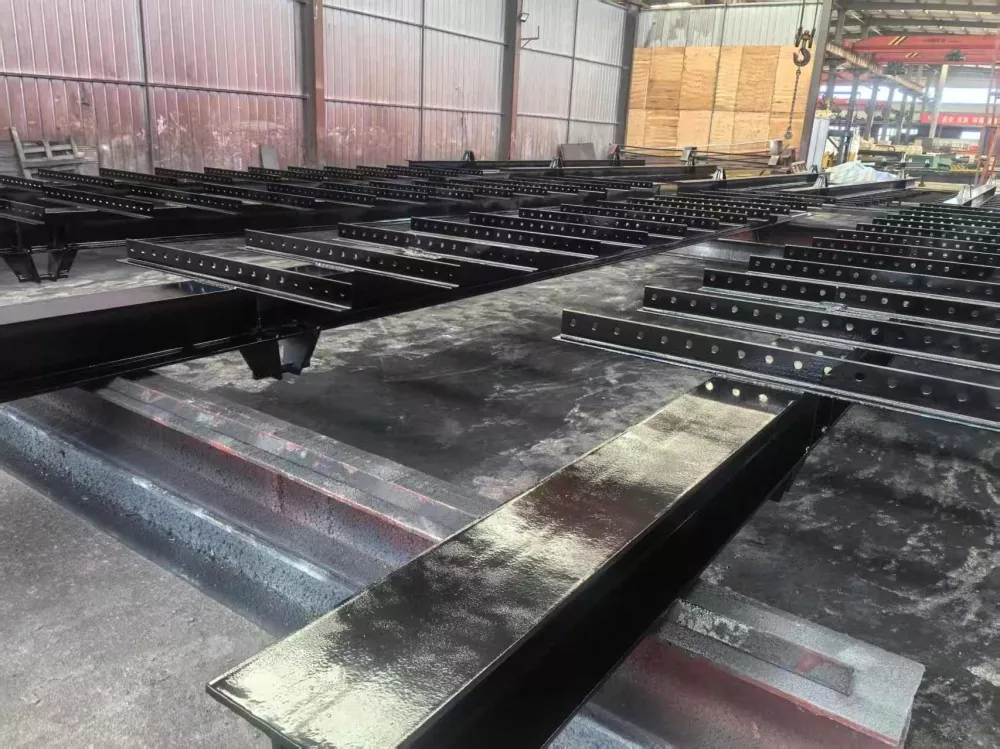
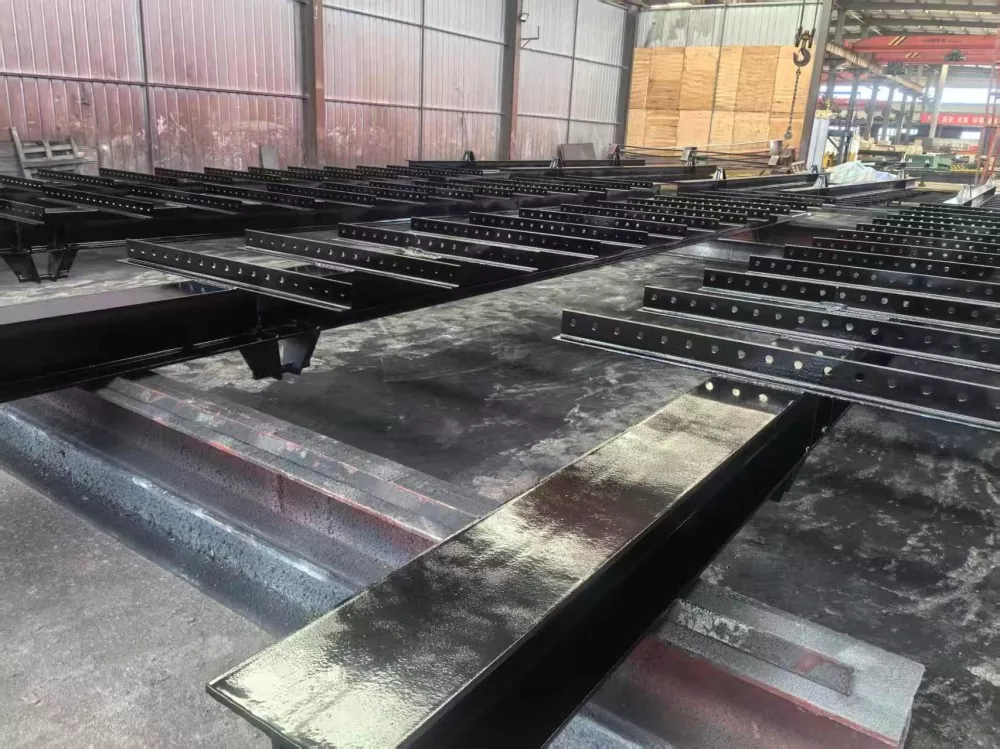
1. Проверка сырья → лазерная резка с ЧПУ → Механическая обработка (фрезерование, сверление) → Сварка → Послесварочная термообработка → Правка → Сборка → Полировка → Обработка поверхности (пескоструйная обработка до класса Sa2,5, эпоксидная цинк-богатая грунтовка 80 мкм + верхнее покрытие из хлоркаучука 60 мкм).
2. Ключевые точки управления процессом: контроль сварочной деформации (с использованием метода жесткой фиксации и обратной деформации), испытание момента предварительного натяга болтов (должно соблюдаться в соответствии со спецификациями GB/T 1231, при этом коэффициент крутящего момента контролируется в пределах 0,11-0,15).
1. Предоставьте полные проектные чертежи (включая 3D-модели CAD), гарантию на материал и отчет о термообработке.
2. Отчет о проверке третьей стороной должен включать: протоколы испытаний механических свойств, диаграммы неразрушающего контроля и отчеты о проверке размеров.
3. Прикрепите руководство по эксплуатации и техническому обслуживанию (включая каталог деталей, диаграмму цикла смазки и общее руководство по устранению неполадок).
1. Перед каждым использованием проверяйте: состояние установочных штифтов, наличие трещин в сварных швах, повышение температуры подшипников (<40°C) и эффективность системы сигнализации.
2. Перегрузка строго запрещена. Диапазон рабочих температур составляет от -20°C до 60°C, а максимальная скорость ветра не превышает 12 м/с.
3. Регулярное техническое обслуживание. Выполняйте комплексную проверку каждые 50 подъемов или каждые три месяца и ежегодно выполняйте калибровку нагрузки.
IX. Качество проектирования стальных конструкций Liweiyuan
Liweiyuan Steel Structure является ведущим производителем различных стальных конструкций и металлических изделий в Китае. Мы можем адаптировать различные решения для металлических изделий и предоставить клиентам высококачественные и недорогие стальные конструкции и металлические изделия. Мы можем предоставить клиентам материалы и конструкции стальных конструкций, соответствующие национальным и региональным стандартам, в том числе стандартам США и Европы.
1. Что произойдет, если возникнет проблема с качеством продукции?
Если мы получим качественный отзыв, мы обещаем ответить в течение 24 часов и предоставить решение в течение 48 часов. Если проблема возникла по нашей вине, мы можем предоставить бесплатную доработку, ускоренную переотправку (расходы на доставку покрываются нами) или компенсацию согласно договору, в зависимости от потребностей клиента.
2. Как мы обеспечиваем стабильное качество продукции? Есть ли у нас комплексный процесс проверки качества?
Наша компания сертифицирована ISO9001-2016 и осуществляет три уровня контроля качества: испытание состава стали и прочность до прибытия сырья; Персонал контроля качества проводит проверки и полностью записывает каждый производственный процесс; Данные испытаний полностью архивируются для облегчения доступа клиентов.
3. Соответствуют ли наши изделия из стальных конструкций стандартам нашего целевого рынка?
Наши инструменты для подъема стальных конструкций Liweiyuan сертифицированы CE (стандарт EN1090), что обеспечивает соответствие требованиям ЕС по безопасности, защите окружающей среды и энергоэффективности. Доступны полные отчеты об испытаниях.
4. Каков срок доставки?
Срок доставки зависит от размера и количества зданий. Как правило, доставка осуществляется в течение 30 дней после получения оплаты. При больших заказах допускается частичная отгрузка.
5. Предоставляете ли вы услуги по установке?
Мы предоставим вам подробные строительные чертежи и инструкции, которые помогут вам шаг за шагом построить и установить здание.









